










Bílá kniha: Základy technologie lisování
ZÓNA VTLAČOVÁNÍ JAKO ODOLNÁ ALTERNATIVA K PÁJENÍ
ÚVOD
Technika lisování se od svého zavedení v telekomunikacích stala etablovanou klíčovou technologií v automobilové a průmyslové elektronice. Vzhledem k aktuálním trendům, jako je elektrifikace, autonomní řízení a Průmysl 4.0, neustále rostou požadavky na spolehlivé a trvanlivé spojovací systémy.
Zejména v drsných provozních podmínkách s vibracemi, teplotními výkyvy, vlhkostí a mechanickým namáháním přesvědčuje technologie lisování vysokou procesní bezpečností a dlouhodobou stabilitou. Navzdory různým provedením lisovacích zón sledují všechna řešení stejný cíl: trvale mechanicky pevné a elektricky spolehlivé spojení mezi deskou plošných spojů a kontaktem.
Toho je dosaženo tím, že lisovací zóna je dimenzována větší než otvor v desce plošných spojů a je vtlačována s definovanou silou. Vzniká tak plynotěsné, elektricky stabilní a mechanicky odolné spojení s konstantně nízkým kontaktním odporem.
Zejména v drsných provozních podmínkách s vibracemi, teplotními výkyvy, vlhkostí a mechanickým namáháním přesvědčuje technologie lisování vysokou procesní bezpečností a dlouhodobou stabilitou. Navzdory různým provedením lisovacích zón sledují všechna řešení stejný cíl: trvale mechanicky pevné a elektricky spolehlivé spojení mezi deskou plošných spojů a kontaktem.
Toho je dosaženo tím, že lisovací zóna je dimenzována větší než otvor v desce plošných spojů a je vtlačována s definovanou silou. Vzniká tak plynotěsné, elektricky stabilní a mechanicky odolné spojení s konstantně nízkým kontaktním odporem.
ZÁKLADY
Při technice lisování se elektrické spojení mezi konektorem a deskou plošných spojů vytvoří zasunutím kontaktního kolíku (pinu) do průchozího otvoru v desce plošných spojů.
Technika lisování je založena na jednoduchém principu:
lisovací zóna kontaktního kolíku má v průřezu větší úhlopříčku než pokovený otvor v desce plošných spojů. Deformace vznikající při lisování je absorbována pružnou zónou na kontaktním kolíku, takže se pouzdro desky plošných spojů deformuje jen nepatrně. Mezi kontaktním kolíkem a metalizovaným otvorem v desce plošných spojů tak vzniká studené svaření: spojení odolné proti pronikání plynů, korozi, s nízkým odporem a vysokou elektrickou vodivostí. Toto spojení zůstává trvale stabilní i při vysokém mechanickém a tepelném namáhání – jako jsou vibrace, ohyb a silné teplotní změny.
Při lisování doporučujeme průběžné monitorování procesu. Analýzy síly a posuvu a kamerové systémy umožňují spolehlivé posouzení kvality spoje.
Kromě osvědčené technologie lisování s naší lisovací zónou Tcom press® nabízí ept také další technologie připojení, jako jsou pájené průchozí kontakty, THR nebo SMT – vždy přizpůsobené dané aplikaci.
Technika lisování je založena na jednoduchém principu:
lisovací zóna kontaktního kolíku má v průřezu větší úhlopříčku než pokovený otvor v desce plošných spojů. Deformace vznikající při lisování je absorbována pružnou zónou na kontaktním kolíku, takže se pouzdro desky plošných spojů deformuje jen nepatrně. Mezi kontaktním kolíkem a metalizovaným otvorem v desce plošných spojů tak vzniká studené svaření: spojení odolné proti pronikání plynů, korozi, s nízkým odporem a vysokou elektrickou vodivostí. Toto spojení zůstává trvale stabilní i při vysokém mechanickém a tepelném namáhání – jako jsou vibrace, ohyb a silné teplotní změny.
Při lisování doporučujeme průběžné monitorování procesu. Analýzy síly a posuvu a kamerové systémy umožňují spolehlivé posouzení kvality spoje.
Kromě osvědčené technologie lisování s naší lisovací zónou Tcom press® nabízí ept také další technologie připojení, jako jsou pájené průchozí kontakty, THR nebo SMT – vždy přizpůsobené dané aplikaci.

VÝHODY TECHNIKY ZALÉHÁNÍ
Technika lisování nabízí oproti tradičnímu pájení řadu výhod z hlediska kvality, ekonomiky, funkčnosti i ekologie. Vyznačuje se velmi vysokou spolehlivostí a mechanickou odolností a je obzvláště odolná vůči nárazům a vibracím. Navíc se tak předejde typickým chybám, jako jsou studené spoje nebo zkraty.
Technika lisování přesvědčuje i z ekonomického hlediska díky možnosti oprav a nákladově efektivní montáži. Z funkčního hlediska umožňuje procesně spolehlivé zpracování bez tepelného namáhání desky plošných spojů, čímž šetří součástky. Zároveň zůstávají kontakty konektorů bez pájecího cínu.
Kromě toho nabízí technologie lisování ekologické výhody, protože nevznikají žádné pájecí výpary ani zbytky tavidla a lze se obejít bez dodatečných čisticích procesů. Splňuje tak aktuální environmentální požadavky a směrnice, jako jsou RoHS a WEEE.
Technika lisování přesvědčuje i z ekonomického hlediska díky možnosti oprav a nákladově efektivní montáži. Z funkčního hlediska umožňuje procesně spolehlivé zpracování bez tepelného namáhání desky plošných spojů, čímž šetří součástky. Zároveň zůstávají kontakty konektorů bez pájecího cínu.
Kromě toho nabízí technologie lisování ekologické výhody, protože nevznikají žádné pájecí výpary ani zbytky tavidla a lze se obejít bez dodatečných čisticích procesů. Splňuje tak aktuální environmentální požadavky a směrnice, jako jsou RoHS a WEEE.
NEVÝHODY TECHNIKY VTLÁČENÍ
Navzdory mnoha výhodám má technologie lisování oproti pájení také některá omezení. Klade vysoké nároky na kvalitu desek plošných spojů, zejména na průměr otvorů a tolerance, a vyžaduje speciální nástroje i zařízení, což vede k vyšším investičním nákladům.
Navíc při lisování vznikají mechanická namáhání, která mohou při nesprávném použití způsobit poškození. Také miniaturizace je ve srovnání s technikou pájení částečně omezená.
Navíc při lisování vznikají mechanická namáhání, která mohou při nesprávném použití způsobit poškození. Také miniaturizace je ve srovnání s technikou pájení částečně omezená.
VÝBĚROVÁ KRITÉRIA PRO TECHNIKU VTLAČOVÁNÍ
Spolehlivé lisované spojení vychází z optimální součinnosti několika kvalitativních parametrů. Rozhodující jsou přitom zejména konstrukce lisovací zóny, konkrétní aplikace, vlastnosti desky plošných spojů a samotný výrobní proces.
Pouze pokud jsou tyto faktory vzájemně sladěny, může lisovací technika plně rozvinout svůj potenciál a zajistit trvale stabilní, mechanicky odolné a elektricky bezpečné spojení.
Pouze pokud jsou tyto faktory vzájemně sladěny, může lisovací technika plně rozvinout svůj potenciál a zajistit trvale stabilní, mechanicky odolné a elektricky bezpečné spojení.
I. Kritéria pro výběr desky plošných spojů
Tabulka porovnává různé povrchové úpravy desek plošných spojů z hlediska tloušťky vrstvy a vhodnosti pro technologii lisování.
| Povrch | |||||
| Imersní Sn | ENIG | Ponoření Ag | OSP | HAL bezolovnatý | |
| Tloušťka vrstvy | 0,8 až 0,2 µm | 5 µm Ni 0,1 µm Au | 0,1–0,2 µm | 0,1–0,5 µm | <5 – 50 µm |
| Vhodnost pro technologii lisování | velmi dobrá | s výhradami* | s výhradou* | dobrá | s výhradami* |
Nejvhodnější je ponorné cínování, OSP je hodnoceno jako dobré, zatímco ENIG, ponorné stříbření a bezolovnaté HAL jsou vhodné pouze s výhradami – v závislosti na konkrétním použití.
Dále jsou uvedeny typické zóny pro lisování, které se většinou skládají z cínu nebo cínových slitin na niklové vrstvě. Celkově prezentace jasně ukazuje, že volba povrchu má rozhodující vliv na kvalitu a spolehlivost technologie lisování a musí být pečlivě zvážena v závislosti na konkrétním použití.
Dále jsou uvedeny typické zóny pro lisování, které se většinou skládají z cínu nebo cínových slitin na niklové vrstvě. Celkově prezentace jasně ukazuje, že volba povrchu má rozhodující vliv na kvalitu a spolehlivost technologie lisování a musí být pečlivě zvážena v závislosti na konkrétním použití.
II. Kritéria pro výběr zóny lisování
V zóně lisování jsou možné následující povrchové úpravy: matné vrstvy cínu, cínu a olova, stříbra a cínu, cínu a stříbra a india, vždy na podkladu z niklu.
| Povrchy | ||
| 0,30–1,50 µm Sn matný | přes | 1 – 3 µm Ni matný |
| 0,30 – 1,50 µm SnPb 92/8 – 97/3 matný | nad | 1–3 µm Ni matný |
| 0,35–1,50 µm AgSn nebo SnAg | nad | 1–3 µm Ni matný |
| 0,30–1,50 µm In | nad | 1–3 µm Ni matné |
Správný povrch je rozhodující pro spolehlivé lisované spojení. Ovlivňuje lisovací síly a musí se při zatížení plasticky deformovat, aniž by došlo k jeho poškození. Zároveň zajišťuje stabilní elektrický kontakt, chrání před korozí a snižuje kontaktní odpor. Vhodný povlak navíc pomáhá předcházet poškození desky plošných spojů a zajišťuje bezpečný a reprodukovatelný proces.
STRUKTURA DÍR
Pro zajištění vysoce kvalitního lisovaného spoje je při výrobě desek plošných spojů nutné věnovat zvláštní pozornost průměru vrtů, průměru koncových otvorů, tloušťce měděných pouzder a povrchu desky plošných spojů.
Správná konstrukce otvoru je rozhodující, protože přímo ovlivňuje mechanickou stabilitu a elektrickou spolehlivost spoje. Pouze při správně sladěných rozměrech otvoru a pouzdra vzniká nezbytná lisovací vůle, která zajišťuje bezpečné uchycení a stálý kontakt. Odchylky mohou vést k příliš vysokým lisovacím silám, poškození průchozích otvorů nebo k nedostatečnému kontaktu. Kromě toho vhodná konstrukce otvoru pomáhá vyrovnat výrobní tolerance a zajistit stálou kvalitu procesu.
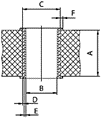
Následující konstrukce otvoru představuje příklad provedení.
Správná konstrukce otvoru je rozhodující, protože přímo ovlivňuje mechanickou stabilitu a elektrickou spolehlivost spoje. Pouze při správně sladěných rozměrech otvoru a pouzdra vzniká nezbytná lisovací vůle, která zajišťuje bezpečné uchycení a stálý kontakt. Odchylky mohou vést k příliš vysokým lisovacím silám, poškození průchozích otvorů nebo k nedostatečnému kontaktu. Kromě toho vhodná konstrukce otvoru pomáhá vyrovnat výrobní tolerance a zajistit stálou kvalitu procesu.
Následující konstrukce otvoru představuje příklad provedení.
| Materiál LP | FR4 | |
| Jmenovitý otvor | Ø 1,0 mm | |
| A | Tloušťka desky plošných spojů | min. 1,44 mm |
| B | Koncový otvor | Ø 1,0 +0,09 / -0,06 mm |
| C | Základní otvor | 1,15 ±0,025 mm |
| D | Cu vrstva | min. 25 µm |
| E | Povrch | chemická vrstva Sn, 0,5 – 1,5 µm |
| F | Zbytkový prstenec | min. 0,1 mm |
ZPRACOVÁNÍ
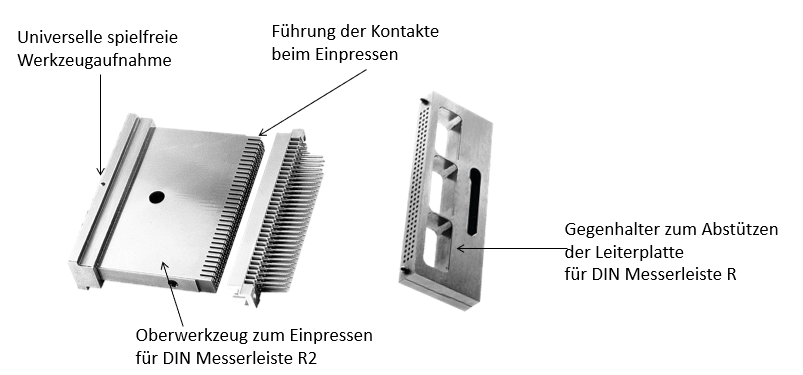
Pro trvale mechanicky a elektricky spolehlivé spojení je rozhodující kontrolovaný proces lisování. Nezbytné je použití horního nástroje a protitlaku.
Horní nástroj přenáší sílu lisu na kontakt, zatímco protitlak podpírá desku plošných spojů a chrání ji před mechanickým namáháním. V závislosti na konektoru se používají ploché nebo hřebenové nástroje.
Pokud nejsou nástroje optimálně sladěny, mohou na desku plošných spojů působit nežádoucí síly a poškodit již osazené součástky. Vtlačovací síla by měla být zcela absorbována spodním nástrojem.
Desky plošných spojů s vtlačenými konektory by neměly být zahřívány na teplotu vyšší než 125 °C.
Horní nástroj přenáší sílu lisu na kontakt, zatímco protitlak podpírá desku plošných spojů a chrání ji před mechanickým namáháním. V závislosti na konektoru se používají ploché nebo hřebenové nástroje.
Pokud nejsou nástroje optimálně sladěny, mohou na desku plošných spojů působit nežádoucí síly a poškodit již osazené součástky. Vtlačovací síla by měla být zcela absorbována spodním nástrojem.
Desky plošných spojů s vtlačenými konektory by neměly být zahřívány na teplotu vyšší než 125 °C.
Závěr
Technologie lisování představuje výkonnou a perspektivní alternativu ke klasické technologii pájení. Vyznačuje se vysokou procesní spolehlivostí, vynikající mechanickou stabilitou a trvale spolehlivým elektrickým spojením – a to i v náročných provozních podmínkách.
Právě v kontextu rostoucí elektrifikace, zvyšujících se výkonových hustot a rostoucích požadavků na odolnost a životnost nabízí technologie lisování rozhodující výhody. Předpokladem pro optimální výkon je však přesná souhra lisovací zóny, desky plošných spojů a výrobního procesu.
Zásadním faktorem úspěchu je při tom volba optimálně navrženého lisovacího profilu. Lisovací zóny společnosti ept GmbH – zejména technologie Tcom press® – se vyznačují velmi dobře kontrolovatelným lisovacím chováním, nízkým namáháním desky plošných spojů a vysokou stabilitou procesního okna. Tím se minimalizují poškození průchozích kontaktů a zároveň se zajistí trvale stabilní elektrické kontakty. Geometrie lisovací zóny ept navíc umožňuje spolehlivé zpracování i při úzkých tolerancích a náročných konstrukcích desek plošných spojů.
Jako zkušený specialista v oblasti spojovací techniky nabízí společnost ept GmbH řešení na míru v oblasti lisovací techniky. Díky inovativním technologiím, jako je lisovací zóna Tcom press®, rozsáhlým aplikačním know-how a vysoké výrobní kompetenci podporuje společnost ept své zákazníky při realizaci spolehlivých a ekonomických spojovacích řešení pro náročné aplikace.
Právě v kontextu rostoucí elektrifikace, zvyšujících se výkonových hustot a rostoucích požadavků na odolnost a životnost nabízí technologie lisování rozhodující výhody. Předpokladem pro optimální výkon je však přesná souhra lisovací zóny, desky plošných spojů a výrobního procesu.
Zásadním faktorem úspěchu je při tom volba optimálně navrženého lisovacího profilu. Lisovací zóny společnosti ept GmbH – zejména technologie Tcom press® – se vyznačují velmi dobře kontrolovatelným lisovacím chováním, nízkým namáháním desky plošných spojů a vysokou stabilitou procesního okna. Tím se minimalizují poškození průchozích kontaktů a zároveň se zajistí trvale stabilní elektrické kontakty. Geometrie lisovací zóny ept navíc umožňuje spolehlivé zpracování i při úzkých tolerancích a náročných konstrukcích desek plošných spojů.
Jako zkušený specialista v oblasti spojovací techniky nabízí společnost ept GmbH řešení na míru v oblasti lisovací techniky. Díky inovativním technologiím, jako je lisovací zóna Tcom press®, rozsáhlým aplikačním know-how a vysoké výrobní kompetenci podporuje společnost ept své zákazníky při realizaci spolehlivých a ekonomických spojovacích řešení pro náročné aplikace.